Worm Gearbox Solutions for Bucket Elevator Systems in Mining
Bucket elevators are indispensable in mineral processing operations across Australia, vertically transporting ore, aggregate, and granular materials between processing stages. The transmission system driving these elevators must deliver high torque at low speed while guaranteeing that buckets remain stationary when the motor stops. A worm gearbox provides exactly this combination — compact power transmission with an inherent self-locking mechanism that is critical for safe vertical lifting in mining environments.

Bucket Elevator Transmission: Why Worm Drives Excel
In a bucket elevator, chains or belts carry a series of buckets vertically through a casing. At the top, material discharges by centrifugal force or gravity into a receiving hopper. The head shaft requires a drive that converts motor speed (typically 1,450 rpm) to a bucket chain speed of 1–3 m/s, demanding reduction ratios of 30:1 to 60:1 — well within the sweet spot of single-stage worm gear units.
The self-locking characteristic of the worm reducer is paramount for safety in this application. If power fails mid-cycle, the loaded bucket chain must not descend under its own weight. Unlike helical gears that freewheel under back-driven loads, a properly rated worm gearbox prevents any reverse rotation, holding the entire bucket chain in place until power is restored.
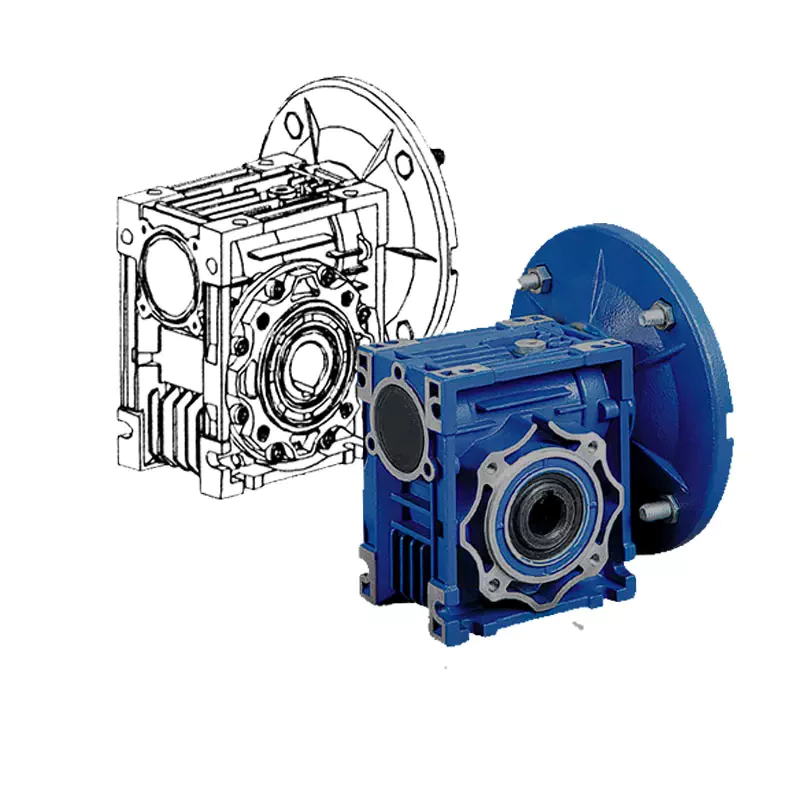
The worm shaft is manufactured from carburized and quenched alloy steel achieving surface hardness of HRC 58–62. The worm wheel is cast from special alloy bronze engineered for impact and wear resistance. The GGG40 ductile iron housing carries an IP65 dust-sealed rating, essential in the abrasive particulate atmosphere surrounding bucket elevator installations.
Sélection des données et modèles d'ingénierie
| Paramètre | Spécification |
|---|---|
| Plage de rapports de transmission | 20:1 – 60:1 |
| Plage de couple de sortie | 300 – 5,000 Nm |
| Diamètre de l'arbre d'entrée | Ø 14 mm – Ø 50 mm |
| Diamètre de l'arbre de sortie | Ø 30 mm – Ø 100 mm |
| Matériau du boîtier | Ductile Iron GGG40 |
| Options de montage | Foot Mount / Flange Mount |
Selection for bucket elevator service demands attention to the Facteur de service (SF). Continuous vertical lifting with moderate shock loads warrants an SF of 1.5 to 1.75. Verify that the selected ratio exceeds the self-locking limit under maximum bucket chain weight. In Australian climates, ambient temperatures above 40°C reduce lubricant viscosity and gearbox thermal capacity, so temperature derating tables should be consulted. Choose synthetic PAO lubricant for extended drain intervals in remote mining locations.
Conformité, certifications et indices de protection
| Norme / Certification | Détails |
|---|---|
| ISO 9001:2015 | Système de gestion de la qualité certifié pour la conception, la fabrication et la livraison |
| Certification CE | Conforme à la directive européenne 2006/42/CE relative aux machines |
| CEI 60072 | dimensions de l'interface moteur par Norme CEI pour une compatibilité moteur universelle |
| Face NEMA C | norme NEMA Options de montage moteur disponibles sur demande |
| IP65 / IP66 | Protection totale contre la poussière et les jets d'eau pour une utilisation en extérieur et dans des environnements difficiles. |
Performances éprouvées : études de cas d’application

Nos avantages concurrentiels en tant que fournisseur de réducteurs de vers
Expérience dans l'industrie
Over 20 years of worm gearbox manufacturing expertise serving the mining sector and dozens of other industries worldwide.
Assistance technique à distance
Une équipe d'ingénieurs dédiée est disponible pour le dépannage à distance, la fourniture de modèles CAO et la consultation d'applications par appel vidéo, courriel ou téléphone, dans tous les fuseaux horaires australiens.
Conception personnalisée OEM/ODM
Capacité de conception non standard complète, y compris des configurations d'arbres personnalisées, des supports de montage spéciaux, des rapports d'engrenage modifiés et des matériaux de boîtier sur mesure pour répondre aux exigences exactes de l'application.
Valeur exceptionnelle
Prix direct usine, sans intermédiaires. Quantité minimale de commande flexible et programmes de remises sur volume pour les achats liés à des projets.
Logistique mondiale
Des lignes maritimes établies desservent tous les principaux ports australiens, avec des entrepôts sous douane à Sydney et Melbourne pour une expédition nationale rapide.

Questions fréquentes concernant les réducteurs à vis sans fin pour cette application
Q: Why are worm gearboxes preferred for bucket elevators over helical gearboxes?
A: Worm gearboxes offer an inherent self-locking function that prevents the bucket chain from descending under its own weight during power failure. Helical gearboxes lack this feature and require additional backstop devices, adding cost and maintenance complexity.
Q: What is the ideal gear ratio for a bucket elevator worm reducer?
A: Ratios of 30:1 to 50:1 are most commonly specified. The ratio must exceed the self-locking threshold while delivering the target chain speed. Higher ratios provide greater holding security but may reduce mechanical efficiency.
Q: How do I size a worm gearbox for a bucket elevator with frequent start-stop cycles?
A: Apply a service factor of 1.5 to 1.75 to account for inertial loads during acceleration. The gearbox output torque rating, after applying the service factor, must exceed the sum of the bucket chain tension and the starting torque surge.
Q: What lubrication is recommended for bucket elevator worm drives in hot climates?
A: Synthetic PAO-based gear oil (ISO VG 220 or 320) provides stable viscosity at elevated temperatures and extended service intervals. In locations where ambient temperature regularly exceeds 40°C, consider forced-air cooling fans on the housing.
Q: Can a single worm reducer handle a 50-metre bucket elevator lift?
A: Yes, provided the gearbox is rated for the total suspended load including chain weight, bucket weight, and material weight. For lifts exceeding 40 metres, a double-enveloping worm design may be specified for increased load capacity and efficiency.
Demandez dès aujourd'hui votre devis personnalisé pour réducteur de vers.
Every bucket elevators installation has unique requirements. Send us your specifications and our application engineers will recommend the best worm gear solution, complete with technical drawings and competitive pricing.
Parcourez notre gamme de produits complète ou en savoir plus à propos de notre entreprise.


























