
Our Foundation
Engineering Worm Reducers That Australian Industry Can Rely On
We are Ever-power — a specialist manufacturer of worm reducers and worm gearboxes with a singular focus on mechanical power transmission for demanding industrial environments. Everything we design, build, and ship is engineered to perform reliably in the conditions Australian operations actually face: the dust and heat of a Pilbara mine site, the hygiene protocols of a Victorian dairy plant, the salt air of a coastal water treatment facility.
Our product range covers aluminium, cast iron, and stainless steel worm gear reducer series, spanning input powers from 0.06 kW to 22 kW and reduction ratios from 5:1 to 100:1. Every unit that leaves our facility is tested at rated torque, accompanied by a CE Declaration of Conformity, and supported by full dimensional and efficiency documentation — not just a product label and a packing slip.
We export directly to end users, maintenance contractors, and OEM equipment manufacturers. No intermediary distribution layer means you receive consistent, transparent pricing and direct access to the technical team responsible for the products you are buying. When a question arises on-site, it is answered by the people who built the gearbox.

CE / RoHS / SGS
Our Journey
Two Decades of Worm Reducer Engineering
Our history is built on one consistent discipline: manufacturing mechanical drive components that hold up under real industrial conditions and stand behind them with verifiable documentation.
How We Got Here
We started as a precision mechanical components manufacturer focused on a narrow product discipline — worm reducers and worm gear drives. That focus has never changed. While many suppliers expanded into unrelated product categories to chase volume, we deepened our knowledge of gear geometry, material selection, heat treatment, and sealing technology for exactly this one class of product.
The outcome of that specialisation is a product range that competes on engineering substance rather than catalogue width. Our worm wheel blanks are machined from ZCuSn10Pb1 phosphor bronze for optimal wear resistance against the hardened alloy steel worm shaft. Our aluminium housings are die-cast to tight dimensional tolerances so motor flange alignment is repeatable across production batches, not just on first-article inspection samples.
We entered the Australian market because Australian industry deserves access to properly certified, engineering-grade worm reducers at a price point that does not require choosing between quality and cost. European brands carry premium pricing driven partly by distribution overhead rather than manufacturing superiority. We remove that overhead and pass the difference to our customers.
The Team Behind the Product
Our technical team includes mechanical engineers with hands-on experience in gear design, tribology, and industrial drive system integration. Pre-sale application support is handled by the same engineers who review production quality — which means technical advice is grounded in manufacturing reality, not speculative catalogue recommendations.

Manufacturing Quality
Built to a Standard, Not a Price Point
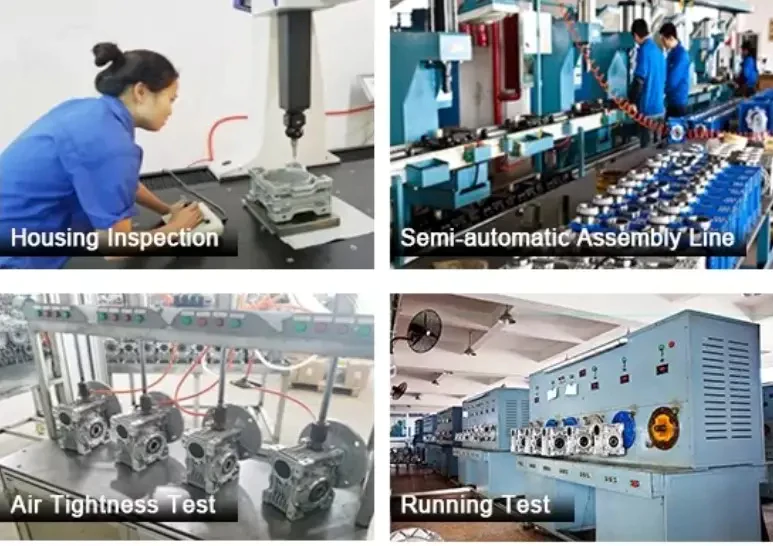
Our manufacturing process is structured around a straightforward principle: every unit we ship must perform as specified under the conditions for which it was selected. That principle drives every decision in our production sequence — from raw material sourcing through to final inspection and packaging.
Worm shafts are machined from 20CrMnTi case-hardened alloy steel and ground to a surface finish that controls sliding friction and heat generation. Worm wheel blanks are cast from ZCuSn10Pb1 phosphor bronze, a material chosen specifically for its compatibility with hardened steel and its resistance to adhesive wear under boundary lubrication conditions. Housing castings — aluminium or cast iron depending on series — are machined to dimensional tolerances that ensure consistent motor flange alignment and bearing bore geometry across production batches.
- All units run-tested at rated torque prior to final inspection and packaging
- Dimensional inspection records maintained for every production batch
- CE Declaration of Conformity issued per unit, not per product family
- SGS independent laboratory testing covering dimensional, material, and performance verification
- ISO 9001:2015 quality management system — audited annually by independent certification body
- Material test certificates available for all structural and bearing components
- NSF H1 food-grade lubricant certification documentation included with stainless steel series
What We Do
Our Core Capabilities
Three manufacturing and service capabilities define what we can do for your operation — from standard catalogue procurement to fully engineered custom drive solutions.
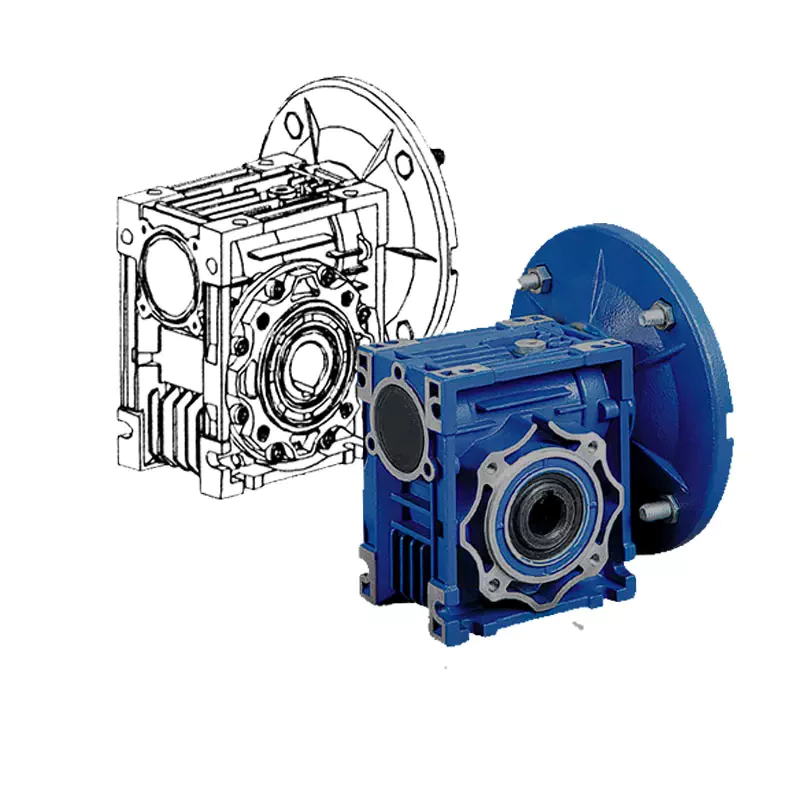
We manufacture a comprehensive range of worm reducers across three housing material series. Standard configurations cover the vast majority of industrial power transmission requirements without the cost or lead time of custom engineering.
Non-standard reduction ratios, extended shaft configurations, dual-output builds, custom mounting flanges, and private-label programmes are all within our engineering scope. We work directly with OEM manufacturers to integrate our drives into their equipment designs.
Pre-sale technical support from engineers who understand worm reducer selection methodology. We review application parameters — power, speed, duty cycle, environment, mounting — and recommend the specific frame, ratio, and configuration that fits. No generic catalogue guidance.
Our Products
Every Industrial Requirement Covered.
Our worm reducer product range is structured around housing material and application environment. Select the series matched to your duty and hygiene requirements.

Lightweight die-cast aluminium housing. Ideal for packaging, automation, and conveyor applications where compact footprint and low weight are priorities. Power range 0.06 kW to 7.5 kW.
View Aluminium Series →
Heavy-duty grey cast iron housing with oil-bath lubrication. Specified for mining, agriculture, and bulk handling where sustained high torque and shock resistance are required. Up to 8,000 Nm output.
View Cast Iron Series →
SUS304 / SUS316L construction with NSF H1 food-grade lubricant and IP65 / IP67 sealing. Engineered for food processing, dairy, beverage, pharmaceutical, and chemical environments.
View Stainless Series →Our Commitments
What We Stand Behind
Four operational commitments that define how we conduct business — not aspirational statements, but verifiable practices applied to every order.
Where We Operate
Supplying Australian Industry Direct
We export direct to end users, contractors, and OEM manufacturers across Australia, New Zealand, and more than 40 countries worldwide.
The Australian Market
Australia presents a distinct set of operating demands for mechanical drive components. Ambient temperatures in Western Australia and Queensland regularly exceed 40 degrees C, requiring careful thermal management in worm gearbox specification. Mining and resources operations run drives continuously in dust-laden, high-vibration environments that eliminate under-specified products quickly. Food processing facilities in Victoria, New South Wales, and Queensland operate under FSANZ hygiene regulations that require documented material and lubricant certifications, not just IP-rated housings.
We understand these conditions because we have been supplying into them. Our cast iron WPA series is preferred by maintenance engineers on mine sites throughout Western Australia and South Australia. Our stainless steel SSGM series is specified by food-safety engineers in dairy and beverage processing facilities across Victoria and Queensland. Our aluminium NMRV series supports automation and packaging equipment installations nationally.
We align our technical support with Australian business hours (AEST) and our motor specifications with Australian electrical supply (230V / 50Hz single-phase, 400V / 50Hz three-phase). Visit our applications page to see how our products are used across Australian industrial sectors.
New Zealand and Export Markets
We supply directly to New Zealand industrial customers under the same documentation and pricing terms as Australian buyers. Export programmes covering the United Kingdom, United States, Canada, Southeast Asia, and the Middle East operate through the same direct-supply model with no additional distribution overhead.
Work With Us
Start a Conversation With Our Engineering Team
Whether you have a specific replacement requirement, a new installation to specify, or a larger procurement project to discuss, our engineers are ready to help. We respond to all technical enquiries within one business day — with specific product recommendations, not generic catalogue guidance.

























