Reliable Worm Gearboxes Powering Belt Conveyor Systems in Mining
In the demanding Australian mining sector, belt conveyor systems serve as the backbone of material transport operations. From iron ore in the Pilbara to coal in the Hunter Valley, these conveyors must operate continuously under punishing conditions. A solucan redüktörü delivers the precise speed reduction and self-locking capability that mining conveyors require, ensuring that ore, coal, and minerals move safely across vast distances — even on steep incline sections where gravity backsliding poses a critical safety risk.

How Worm Gear Reducers Serve Belt Conveyor Operations
Belt conveyors in mining operations typically span hundreds of metres, transporting bulk materials between crushers, screening plants, and stockpile areas. The drive system must provide smooth acceleration to prevent belt slippage during startup, sustained torque during continuous operation, and — most critically — an inherent self-locking mechanism to hold loaded belts stationary on inclined sections when power is interrupted.
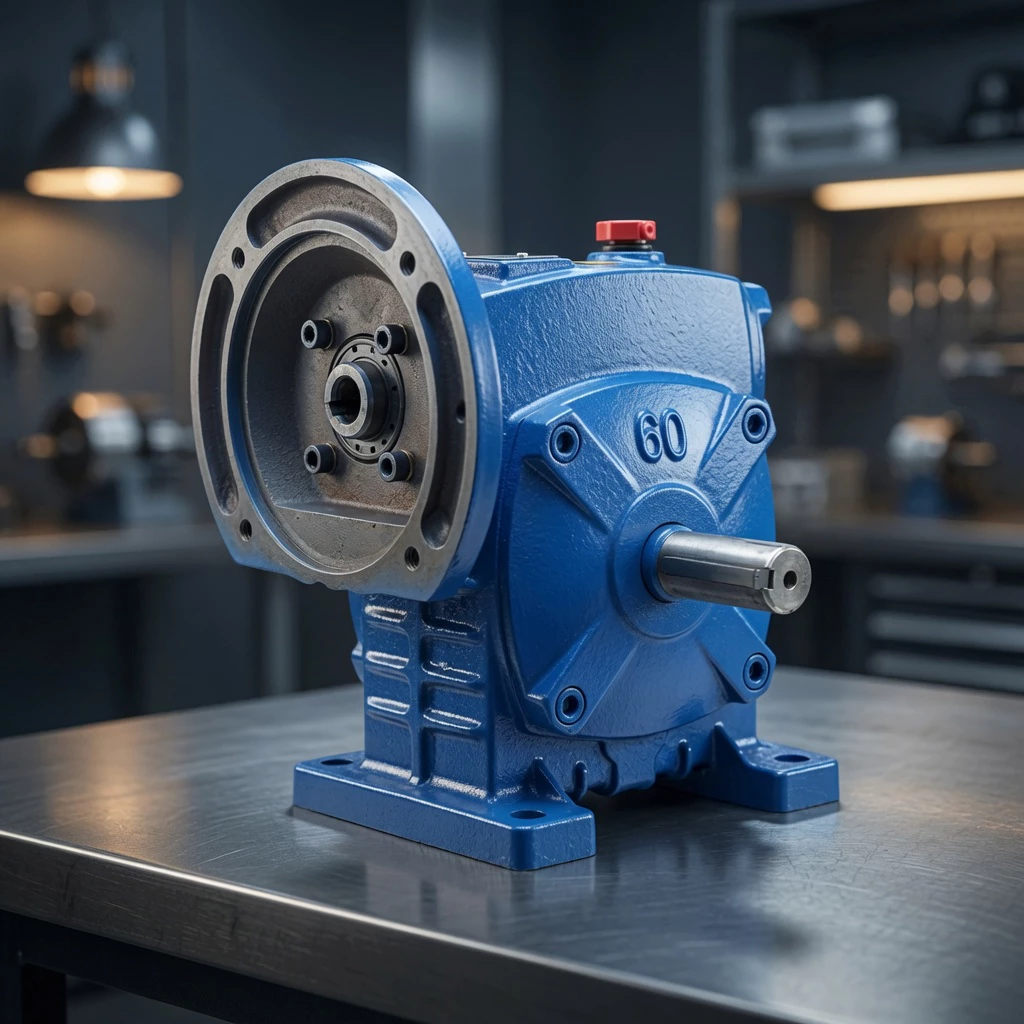
A worm gearbox achieves this through the unique geometry of its worm-and-wheel engagement. The low helix angle of the worm shaft creates a mechanical advantage that prevents the output shaft from driving the input, effectively locking the conveyor belt in position under gravitational load. This eliminates the need for separate backstop devices in many installations, reducing both cost and maintenance burden.
Material composition plays a decisive role in conveyor gearbox longevity. The worm shaft is manufactured from surface-hardened alloy steel (20CrMnTi) with exceptional abrasion resistance, while the worm wheel utilises centrifugally cast phosphor bronze for superior impact absorption. The housing is constructed from ductile iron, engineered to withstand the continuous vibration characteristic of heavy-load conveyor operations.
Teknik Özellikler ve Seçim Kılavuzu
| Parametre | Özellikler |
|---|---|
| Dişli Oranı Aralığı | 10:1 – 60:1 |
| Çıkış Tork Aralığı | 200 – 4,500 Nm |
| Giriş Mili Çapı | Ø 14 mm – Ø 55 mm |
| Çıkış Mili Çapı | Ø 25 mm – Ø 90 mm |
| Konut Malzemesi | Ductile Iron (GGG40/GGG50) |
| Montaj Seçenekleri | Foot Mount / Flange Mount / Shaft Mount |
When selecting a worm gear unit for conveyor applications, the Hizmet Faktörü (SF) is the primary design consideration. Mining conveyors with frequent start-stop cycles and variable loading should apply a service factor of 1.5 to 2.0. For inclined conveyors, factor in the gravitational component of the load to verify that the self-locking ratio is maintained under maximum belt tension. Ambient temperature in open-pit operations can exceed 45°C in Australian summers, requiring careful thermal derating of the gearbox output capacity.
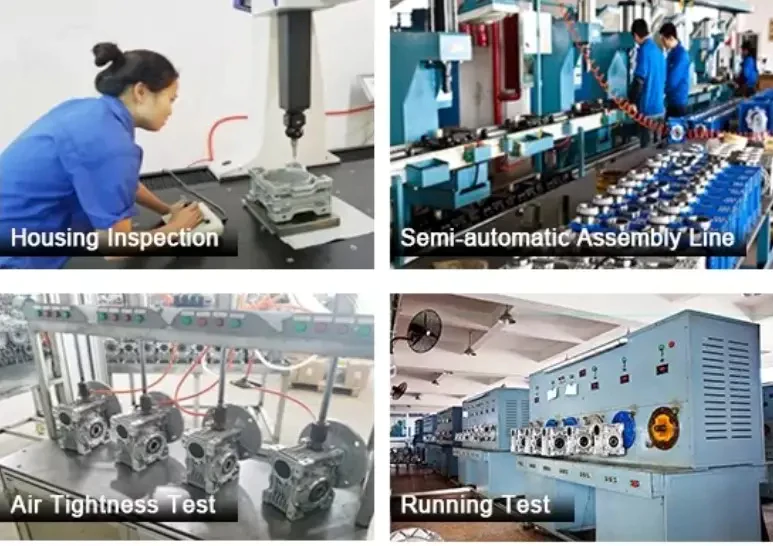
International Standards and Quality Certifications
ISO 9001:2015 — Tüm üretim ve montaj süreçlerinde kalite yönetim sistemi sertifikasına sahiptir.
CE Sertifikası — Küresel pazara erişim için Avrupa Makine Direktifi 2006/42/EC'ye tam uyumluluk.
IEC Standart Arayüzleri — Motor giriş flanşları ve şaft boyutları şunlara uygundur: IEC 60072 Evrensel motor uyumluluğu için.
NEMA Standart Seçenekleri — NEMA C-Yüz Kuzey Amerika'da motor entegrasyonu için ayak montajlı konfigürasyonlar mevcuttur.
IP65 / IP66 Koruma — Toz geçirmezlik ve güçlü su jetlerine karşı dayanıklılık açısından derecelendirilmiş giriş koruma özelliği, zorlu dış mekan ve endüstriyel ortamlarda güvenilir çalışma sağlar.
Real-World Success: Customer Case Studies
⚒ Iron Ore Mining – Western Australia
Equipment: Overland Belt Conveyor (1,200 m)
Meydan okumak: Frequent backstop failures on 12° incline section caused unplanned shutdowns costing AUD 180,000 per incident.
Çözüm: Replaced helical gear drives with self-locking worm reducers (ratio 40:1). The inherent backstop function eliminated separate backstop devices entirely.
Sonuç: Zero backslide incidents over 18 months; maintenance intervals extended from 3 to 9 months.
⚙ Coal Mining – Queensland
Equipment: Stacking Conveyor System
Meydan okumak: Gear oil leaks in dusty conditions fouled surrounding equipment and created slip hazards on walkways.
Çözüm: Installed worm gearboxes with IP65-rated ductile iron housings and double-lip shaft seals.
Sonuç: Oil leak complaints dropped to zero; housekeeping inspection scores improved by 40%.
🔨 Gold Processing – Northern Territory
Equipment: Concentrate Transfer Conveyor
Meydan okumak: Shock loads from irregular ore feed destroyed planetary gearbox teeth within 6 months.
Çözüm: Switched to a worm gear drive with phosphor bronze wheel absorbing impact energy through controlled deformation rather than fracture.
Sonuç: Gearbox service life exceeded 24 months; replacement parts cost reduced by 55%.

Why Partner With Us for Your Worm Gearbox Needs?
🏭
Sektör Deneyimi
Over 20 years of worm gearbox manufacturing expertise serving the mining sector and dozens of other industries worldwide.
💻
Uzaktan Teknik Destek
Avustralya'nın tüm saat dilimlerinde video görüşmesi, e-posta veya telefon aracılığıyla uzaktan sorun giderme, CAD modeli sağlama ve uygulama danışmanlığı için uzman mühendislik ekibi mevcuttur.
🔧
OEM/ODM Özel Tasarım
Özel şaft konfigürasyonları, özel montaj braketleri, değiştirilmiş dişli oranları ve uygulamaya özel gövde malzemeleri de dahil olmak üzere, tam uygulama gereksinimlerini karşılayacak şekilde, standart dışı tasarım yeteneğinin tamamı mevcuttur.
💰
Olağanüstü Değer
Aracı komisyonu olmadan doğrudan fabrika fiyatları. Rekabetçi minimum sipariş miktarı esnekliği ve proje bazlı tedarik için toplu alım indirim programları.
🌎
Küresel Lojistik
Avustralya'nın tüm önemli limanlarına kurulu nakliye rotaları ve hızlı yurtiçi sevkiyat için Sidney ve Melbourne'de gümrük antrepo seçenekleri mevcuttur.
Sıkça Sorulan Sorular
What gear ratio is best for a mining belt conveyor worm reducer?
Ratios between 20:1 and 50:1 are most common for mining belt conveyors. Lower ratios suit flat conveyors at moderate speeds, while higher ratios are preferred for incline conveyors where the self-locking threshold must be reliably maintained. The exact ratio depends on motor speed, required belt speed, and conveyor inclination angle.
Can a worm gearbox replace a separate backstop on an inclined conveyor?
Yes, provided the gear ratio exceeds the self-locking threshold, typically above 30:1 for standard bronze-on-steel combinations. The worm gearbox inherently prevents reverse rotation, removing the need for a separate mechanical backstop in most inclined conveyor applications.
How often should worm reducer oil be changed on a mining conveyor?
Under standard mining conditions, synthetic lubricant should be changed every 5,000 to 8,000 operating hours, or annually, whichever comes first. Harsh dust environments may require more frequent oil sampling and earlier changes if particulate contamination is detected.
What IP rating is recommended for worm gearboxes in open-pit mining?
IP65 is the minimum recommendation for open-pit mining environments, providing complete dust ingress protection and resistance to low-pressure water jets. Underground operations with water spray suppression systems may require IP66 or higher.
Are worm reducers energy-efficient enough for long conveyor runs?
While worm gearboxes have lower mechanical efficiency (typically 60–90% depending on ratio) compared to helical units, their compact size, self-locking capability, and reduced ancillary equipment requirements often deliver better total cost of ownership for conveyor applications where these features are essential.
Ready to Get Started?
Our engineering team is ready to help you select the optimal worm gearbox for your belt conveyor systems application. Whether you need a standard catalogue unit or a fully customised solution, we deliver expert guidance and competitive pricing.
Ürünlerimize göz atın. eksiksiz ürün yelpazesi veya daha fazla bilgi edinin Şirketimiz hakkında.


























