High-Torque Worm Reducers Engineered for Mining Crusher Applications
Crushing is the first and most energy-intensive stage of mineral processing. From jaw crushers breaking run-of-mine ore to cone crushers producing fine aggregate, these machines demand extreme torque, shock resistance, and compact installation. The worm reducer delivers reduction ratios up to 100:1 in a single stage, generating massive output torque within a remarkably small footprint — a decisive advantage in underground mining where space is severely constrained. Explore our full range of مخفضات التروس الدودية engineered for crusher duty.

Crushing Operations: The Role of Worm Gear Drives
Mining crushers subject their drive trains to some of the harshest loading conditions in any industrial application. Feed material varies from soft limestone to hard granite, creating unpredictable shock loads that spike instantaneously. The worm reducer absorbs these transient forces through the conforming contact between the hardened steel worm and the bronze worm wheel — a material pairing where the softer bronze deforms elastically under impact rather than fracturing.
The extreme reduction ratio capability of worm gearing — up to 100:1 in a single stage — means a compact worm gearbox can replace a two-stage helical reducer, significantly reducing the physical envelope of the drive assembly. In underground stope crushers where headroom may be less than 2 metres, this compactness is not a convenience but a necessity.
Worm shafts are precision-ground from carburized alloy steel, and the worm wheels are cast from enhanced-wear alloy bronze. Housing construction uses ductile iron with integrated IP65-rated dust sealing to exclude the fine abrasive particles that pervade crusher environments.

المواصفات الفنية ودليل الاختيار
| المعلمة | مواصفة |
|---|---|
| نطاق نسبة التروس | 10:1 – 100:1 |
| نطاق عزم الدوران الناتج | 500 – 8,000 Nm |
| قطر عمود الإدخال | Ø 19 mm – Ø 55 mm |
| قطر عمود الإخراج | Ø 35 mm – Ø 120 mm |
| مواد بناء التغليف | Ductile Iron (GGG50) |
| خيارات التركيب | Foot Mount / Torque Arm |
Crusher applications impose severe shock loads, so apply a minimum عامل الخدمة (SF) of 2.0 to 2.5. Verify that the peak torque during tramp iron events does not exceed the gearbox momentary overload rating (typically 200% of nominal for 5 seconds). Underground installations should consider IP65 sealed housings and food-grade synthetic lubricants that maintain viscosity at elevated ambient temperatures. Space-constrained installations benefit from shaft-mounted configurations that eliminate the need for a separate baseplate.
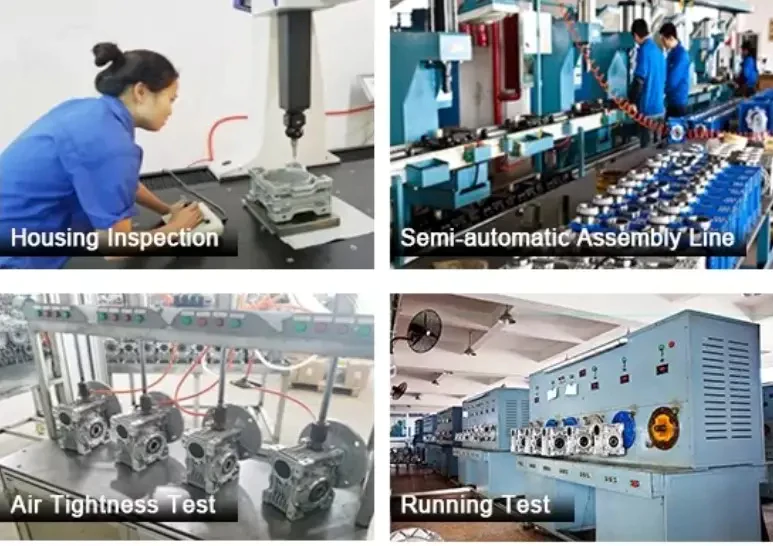
ضمان الجودة ومعايير الصناعة
ISO 9001:2015 — نظام إدارة الجودة معتمد في جميع عمليات التصنيع والتجميع.
شهادة المطابقة الأوروبية (CE) — الامتثال الكامل لتوجيهات الآلات الأوروبية 2006/42/EC للوصول إلى السوق العالمية.
واجهات معيار اللجنة الكهروتقنية الدولية — تتوافق حواف إدخال المحرك وأبعاد العمود مع IEC 60072 لضمان التوافق مع جميع أنواع المحركات.
خيارات معيار NEMA — واجهة NEMA C وتتوفر تكوينات تثبيت على القدم لدمج المحركات في أمريكا الشمالية.
حماية IP65 / IP66 — حماية من دخول الماء مصنفة لمنع دخول الغبار بشكل كامل ومقاومة نفاثات المياه القوية، مما يضمن التشغيل الموثوق به في البيئات الخارجية والصناعية القاسية.
نتائج تم اختبارها ميدانياً: دراسات حالة صناعية
⚡ Underground Gold Mine – Western Australia
Equipment: Jaw Crusher (Primary Stage)
تحدي: Two-stage helical gearbox exceeded available headroom, requiring costly excavation of crusher chamber floor.
حل: Replaced with single-stage worm reducer (ratio 80:1) delivering equivalent output torque in 60% less vertical space.
حصيلة: Eliminated AUD 120,000 in chamber modification costs; installation completed in 2 days versus 2 weeks.
⚓ Aggregate Quarry – Victoria
Equipment: Cone Crusher (Secondary Stage)
تحدي: Tramp iron events destroyed helical gear teeth twice annually, each repair costing AUD 35,000 in parts and downtime.
حل: Worm gearbox with bronze wheel acts as a mechanical fuse — wheel deforms under extreme overload, protecting motor and crusher.
حصيلة: Annual gear replacement cost reduced by 80%; worm wheel replacement takes 3 hours versus 3 days for helical gears.
🔧 Nickel Mine – Western Australia
Equipment: Tertiary Impact Crusher
تحدي: Fine dust infiltrated gearbox seals, contaminating oil and causing premature bearing failure every 2,000 hours.
حل: Installed IP65-rated worm reducer with pressurized oil bath and labyrinth shaft seals.
حصيلة: Bearing service life extended to 12,000 hours; oil analysis shows zero particulate ingress.

ما الذي يميزنا في صناعة التروس الدودية؟
🏆
الخبرة في المجال
Over 20 years of worm gearbox manufacturing expertise serving the mining sector and dozens of other industries worldwide.
💬
الدعم الفني عن بعد
يتوفر فريق هندسي متخصص لحل المشكلات عن بعد، وتوفير نماذج التصميم بمساعدة الحاسوب، وتقديم الاستشارات التطبيقية عبر مكالمات الفيديو أو البريد الإلكتروني أو الهاتف في جميع المناطق الزمنية الأسترالية.
⚙
تصميم مخصص من قبل مصنعي المعدات الأصلية/مصممي المعدات الأصلية
إمكانية تصميم كاملة غير قياسية تشمل تكوينات أعمدة مخصصة، وأقواس تثبيت خاصة، ونسب تروس معدلة، ومواد غلاف مصممة خصيصًا لتلبية متطلبات التطبيق الدقيقة.
📈
قيمة استثنائية
أسعار مباشرة من المصنع بدون أي رسوم إضافية من الوسطاء. مرونة تنافسية في الحد الأدنى لكمية الطلب وبرامج خصومات على الكميات الكبيرة للمشتريات القائمة على المشاريع.
📦
الخدمات اللوجستية العالمية
خطوط شحن راسخة إلى جميع الموانئ الأسترالية الرئيسية مع خيارات مستودعات جمركية في سيدني وملبورن للشحن المحلي السريع.
إجابات الخبراء على أسئلتكم حول مُخفِّض الديدان
What makes worm reducers suitable for mining crusher applications?
Worm reducers deliver extremely high torque within compact dimensions. Their single-stage ratios up to 100:1 replace bulky multi-stage helical units, and the bronze worm wheel acts as a sacrificial element protecting more expensive drivetrain components during shock overloads.
How do worm gearboxes handle the shock loads typical in crushing operations?
The worm wheel, cast from phosphor bronze or alloy bronze, deforms elastically under transient impact loads rather than fracturing like hardened steel gears. This inherent shock absorption protects both the motor and the crusher mechanism from damage.
What service factor should be applied when sizing a worm reducer for a crusher?
A minimum service factor of 2.0 is recommended, increasing to 2.5 for applications with frequent tramp iron events or highly variable feed material. Always verify the momentary overload capacity against expected peak loads.
Can a worm gear unit operate reliably in underground mining environments?
Yes, with appropriate IP65 or higher dust sealing, pressurized lubrication, and corrosion-resistant surface treatments. Worm gearboxes have fewer moving parts than planetary or helical units, reducing the probability of failure in hard-to-access underground locations.
What is the expected service life of a worm gearbox on a mining crusher?
With proper sizing, lubrication, and maintenance, worm gearbox service life typically exceeds 20,000 operating hours in crusher duty. The worm wheel is designed as a replaceable wear item, with field replacement achievable in a few hours.
تحدث مع مهندسي علب التروس الدودية لدينا
Have questions about worm reducer selection for mining crushers? Our technical support team provides free consultation, 3D CAD models, and rapid quotation for standard and custom configurations.
تصفح منتجاتنا مجموعة منتجات كاملة أو تعرف على المزيد نبذة عن شركتنا.


























